
修船比修车难 尤其是大船
时间:2009-1-10 浏览:
 中交二航局水工工程公司成立于二OO一年十二月二十八日,是国有特大型建筑企业,具有公路工程施工总承包特级、港口与航道工程施工总承包一级、市政公用工程施工总承包一级、公路路基工程专业承包一级等国家资质。是港口航道,疏浚工程,深水航道治理工程,桥梁工程,堤防工程施工的主力企业。
中交二航局水工工程公司成立于二OO一年十二月二十八日,是国有特大型建筑企业,具有公路工程施工总承包特级、港口与航道工程施工总承包一级、市政公用工程施工总承包一级、公路路基工程专业承包一级等国家资质。是港口航道,疏浚工程,深水航道治理工程,桥梁工程,堤防工程施工的主力企业。
该公司拥有各类工程船舶43艘,主力施工船舶有大型打桩船、起重船、整平船、铺排船、抓泥船、双体撬扳船、拖船及驳船等。固定资产1.8亿元。
该公司已自行承建诸多大型工程项目,其中有长江口深水航道整治S11B标工程,下荆江河势控制工程,江阴“九五”远望号码头,武汉宗关水厂,江阴润华华工码头,江苏靖江中燃油储品码头,上海嘉金高速公路黄浦江大桥基础工程,黄石华新水泥厂码头等,其中江阴远望号码头工程获得全军优质工程二等奖、下荆江河势控制工程、黄石华新水泥厂码头、江阴润华化工码头等项目被评为优质工程。
二OO七年元月,北京奥宇可鑫表面工程技术有限公司武汉分公司利用奥宇可鑫专利技术对其修复的就是该公司从日本引进的一艘价值3000多万元的大型打桩船。通过50天的修复,解决了其液压系统的腐蚀渗油等问题,使其得以正常施工运行。
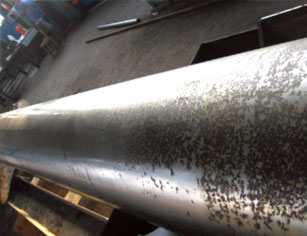
 一、修复主体的现状及其工艺 修复主体为其打桩船的液压杆和液压缸。该船液压杆和液压缸均出现大面积腐蚀、拉伤和铬层脱落情况、其中液压杆总长11600mm,370mm,腐蚀长度 4600mm,深度1mm。液压缸长8770mm,920mm,拉伤总长度13400mm,深度1mm。对于修复主体这样严重的损伤情况,我们采取了如下的修复工艺,1、在现场勘测,确定修复位置。2、清洗表面油污。3、用千分尺测量基准面的尺寸。4、用研磨工具将结合不好的铬层磨掉。5、用铸造缺陷修补机将腐蚀的深坑焊平;6、用研磨工具将焊补的地方研磨平。7、用逆变脉冲电刷镀技术进行修复。刷镀(电净——2号活化液——3号活化液——特号活化液——铬面活化液——特殊镍——镍基二元合金)。8、用特制模具研磨。9、中间做改变其内应力的夹心层。10、多次刷镀后用特制模具研磨到标准尺寸。11、按照基准面用水平仪找平。12、用千分尺测量尺寸。13、恢复标准尺寸,清理、清洗。
一、修复主体的现状及其工艺 修复主体为其打桩船的液压杆和液压缸。该船液压杆和液压缸均出现大面积腐蚀、拉伤和铬层脱落情况、其中液压杆总长11600mm,370mm,腐蚀长度 4600mm,深度1mm。液压缸长8770mm,920mm,拉伤总长度13400mm,深度1mm。对于修复主体这样严重的损伤情况,我们采取了如下的修复工艺,1、在现场勘测,确定修复位置。2、清洗表面油污。3、用千分尺测量基准面的尺寸。4、用研磨工具将结合不好的铬层磨掉。5、用铸造缺陷修补机将腐蚀的深坑焊平;6、用研磨工具将焊补的地方研磨平。7、用逆变脉冲电刷镀技术进行修复。刷镀(电净——2号活化液——3号活化液——特号活化液——铬面活化液——特殊镍——镍基二元合金)。8、用特制模具研磨。9、中间做改变其内应力的夹心层。10、多次刷镀后用特制模具研磨到标准尺寸。11、按照基准面用水平仪找平。12、用千分尺测量尺寸。13、恢复标准尺寸,清理、清洗。
 二、修复效果的检测及其原理
二、修复效果的检测及其原理
经检测,修复部位无痕迹无裂痕无硬点,表面光洁度高,用硬度计检测硬度达到HRC55以上,经厂家精测检验合格,完全达到使用标准。修补过的部位结合牢固,致密,无脱落的可能,在焊补处设备将材料与基材同时熔化,两种熔化后的液金属融合后,重新凝固,即缺陷的修补过程为补材与基材的二次冶金重熔,常温焊补基体不发热;焊补点附近金相组织不改变;无应力集中等现象。即每个单元焊补过程所需热能为设备的一次智能性输出,95%以上用于熔化做功,剩余微量瞬间导散。故整个焊补过程基体及焊点附近始终处于常温状态,不产生热变形,不出现裂纹,无硬化,无硬点现象,不影响机械加工性能,修复后不留痕迹。
该系统通过奥宇可鑫技术的修复,为委托方节省资金达400多万元。